



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
新型机封轴套加工方法
2020-02-26任立斌
(石家庄强大泵业集团有限责任公司)
随着社会经济的发展以及用户对安全、环保等意识的提高,机械密封在泵类产品领域的应用越来越广泛,而且用户对机械密封产品的质量、使用性能的要求也愈来愈高。
为此,我公司开发、研制了集装式机械密封,其特点是:产品在出厂前均已经过调试,不需要用户做任何调整,即可直接装配使用,从而使集装式机械密封具有良好的应用前景。
但是,由于集装式机械密封受装配尺寸的限制,结构变得紧凑、复杂,对加工精度的要求非常高,为保证零件的结构强度和加工性能以及使用介质的要求,机械密封的零件90%以上均采用耐腐蚀不锈钢材质,因此也给机械加工带来了一定的困难。
一、零件分析
轴套作为机械密封的关键部件之一,兼具传动和安装动摩擦环的作用,其质量状态将直接影响动、静摩擦副能否满足机械密封的高频浮动补偿要求,因此,其加工质量的好坏以及加工精度的高低将直接影响机械密封的装配质量和使用寿命,进而影响整个产品的推广和使用。其零件图样如图1所示。

图1 轴套
二、加工难点分析
鉴于该件在机械密封中的关键作用,其加工精度要求较高,同时受自身结构的限制,具有以下加工难点。
该件为316L不锈钢材质,其特点是:①材质塑性高、韧性大,切屑不易折断。②切屑粘附力强,切削过程中易产生切屑瘤,影响加工表面的质量。③材质的导热率低,切削热容易积聚在车刀前刀面上,引起刀刃过热而迅速磨损。
外圆尺寸和内孔具有0.04mm的同轴度要求。
动环槽内止口和内孔有0.04mm的同轴度要求,槽止口底面的端面与内孔有0.03mm的垂直度要求。
动环安装槽要求表面粗糙度值达到Ra=1.6μm。
端面内止口没有合适的加工刀具。
由于结构限制,装夹面积较小,夹左端外圆易引起端面内止口变形,而且右端内、外形加工精度不易控制,易造成内孔带锥度。如果夹右端外圆,易使内孔出现车削中常见的三角孔现象。
三、加工方法
通过以上分析,针对轴套的特点,采用以下方法来解决加工难题:
1、装夹方法
采用自制扇形加长软三爪自定心卡盘夹轴套内孔空档对应的外圆处,增大了夹具与工件的接触面积,解决了内孔在加工过程中出现的三角孔问题,同时也增大了夹紧力。
2、刀具的选择
根据不锈钢的特性和我公司现状,决定自己动手制作切削刀具。选用YG8车刀加工内孔和外圆。刀具角度选用较大的前角和后角(见图2),开圆弧形分屑槽,减小切屑变形,同时选择合理的主偏角,使切屑沿着车刀刀杆向外排出,这样切屑就不会留存在内孔中而划伤加工表面。
较大的主偏角和大前角加大了刀具强度和散热面积,有利于切削热的散发,减少了刀具磨损。自制的加长挖槽刀加工端面内止口尺寸如图3所示。

图2 内孔刀具角度
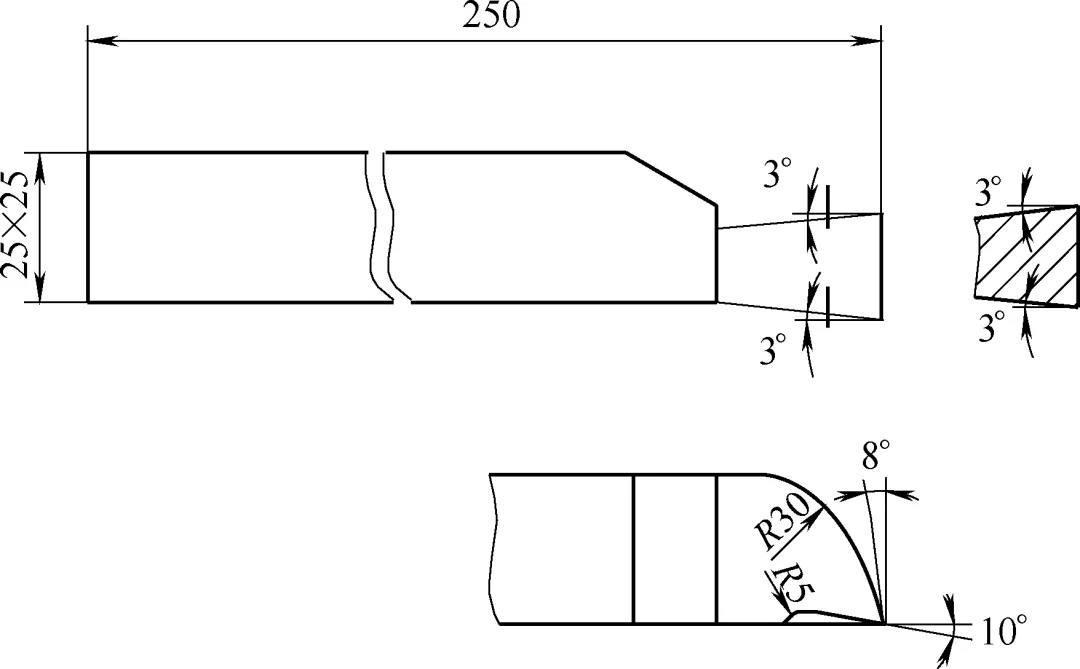
图3 挖槽刀具
3、切削参数选择
粗车时转速n=160r/min,进给量f=0.27~0.81mm/r,切削深度ap=3~5mm;精车时转速n=250r/min,进给量f=0.1mm/r ,切削深度ap=0.1mm。
四、工艺选择
粗车右端面和外圆以及内孔。留余量1~2mm。
粗车大外圆和左端面。留余量1~2mm。
随机车校扇形软三爪自定心卡盘夹大外圆,夹紧力适中,半精车内孔、外圆各尺寸以及端面、止口。留余量0.2~0.3mm。然后适当松爪,精车内孔、外圆和端面、止口至图样要求。
调头,随机车校加长扇形软三爪自定心卡盘,夹轴套中部非关键部位,精车大外圆和左端面及内孔槽至要求。
五、工艺分析
加工时分粗、精车工序有助提高加工效率,适于批量生产。
半精加工和精加工时,车校扇形软三爪自定心卡盘夹大外圆,精加工时适当松爪,以释放半精加工过程中产生的应力,此次装夹用外圆和左端面定位,一次装夹,加工成右端外圆全部尺寸、内孔和端面槽尺寸,既保证了相对位置度精度,又保证了装夹的可靠性和加工系统的刚性;同时加长扇形软三爪自定心卡盘夹轴中间部位,有以下作用:
①加大夹紧面积,防止内孔变形。
②避免夹伤工件外形关键部位,保证了较好的外观质量。
③一次装夹,保证各加工面的位置精度。
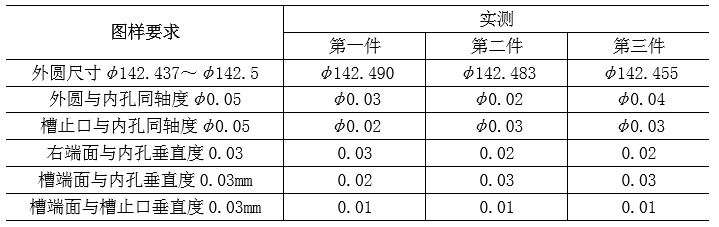
六、检测结果
对工件进行检测,结果如附表所示。
检测结果(单位:mm)
来源:《金属加工(冷加工)》2018年

