



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
汽轮机检修基本技能(轴瓦紧力、间隙)
2020-02-29徐峰
(中电常电机炉检修部)
轴瓦的间隙有侧隙、顶隙。其作用在于,在轴颈与轴瓦乌金之间形成一定的楔形角,从而在轴颈与轴瓦乌金之间形成连续稳定油膜。
轴瓦的紧力有轴承盖紧力、球面紧力。其作用在于确保在热态运行时也能压住瓦枕或球面,既能抑制轴瓦产生振动,又能在球面间可以良好的自位。
一、 轴瓦侧隙(瓦口间隙)
1、 下瓦枕、下轴瓦及转子就位,转子就位前,应将下轴瓦放正。(即瓦枕与轴瓦的中心线对齐)
2、 用塞尺测量轴瓦与轴颈之间的间隙(此间隙即为瓦口间隙),测点应选择轴瓦的两端,塞尺塞入深度为直径的1/10~1/12,并确保每次塞入的深度相同。
3、 按照相对应的位置记录于文件包中,并也上次检修的记录进行对照,若有偏差应考虑其测量的方法是否正确及其它原因,找出之并解决处理之。
二、 轴瓦顶隙
1、 下轴瓦就位,并用塞尺检查轴瓦的瓦口间隙(要求四个角的瓦口间隙基本一致,否则用铜棒敲击轴瓦中分面,将轴瓦放正)
2、 用油光锉修整上、下轴瓦中分面,保证其光滑,无高点与毛刺,并检查轴瓦定位销孔并修整,保证其无毛刺。
3、 根据轴瓦顶隙标准的不同要求选择合适的熔丝。原则是确保其压缩量为熔丝直径的1/3左右,并把它弯成“S”形状,将铅丝平整地放在轴颈正上方,长度为不少于轴瓦宽度的80%。
4、 将上轴瓦平稳地吊装到位,打入定位销,然后对角坚固中分面螺栓,并用塞尺检查轴瓦中分面间隙(要求0.03mm塞尺不过)。
5、 拔出定位销,拆除轴瓦中分面螺栓,吊除上瓦,用外径千分尺测量熔丝厚度.此数值即为该轴瓦顶隙。
6、 当顶隙偏小时,采取修刮上轴瓦的措施,当顶隙偏大时需更换轴瓦。
7、 顶部间隙的标准:圆筒瓦为轴颈的1.5~2‰;椭圆瓦为轴颈的1~1.5‰。如图所示:
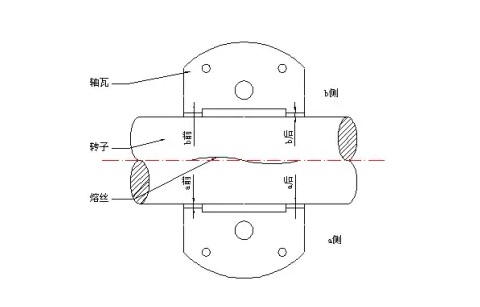
轴瓦顶隙测量
三、 轴瓦球面紧力
轴瓦顶隙已测量好,并装复,轴瓦及瓦枕球面已修整好。要求:轴瓦中分面与下瓦枕中分面在同一条水平线上,球面要求光滑无毛刺,无高点。
1、用油光锉修整上下瓦枕中分面,中分面应平整、光滑,无毛刺及高点。
2、取一段熔丝(φ0.75mm左右)弯成“O”形状,放在轴瓦顶部,在下瓦枕中分面四个角上各放一块不锈钢片(不锈钢片厚度约为熔丝直径的2/3,四块不锈钢片厚度要求一致)。不锈钢皮放置的位置尽量靠近螺栓孔。
3、在瓦枕中分面(两侧)各放置一根熔丝,放置位置为钢片与螺栓孔之间(熔丝直径与顶部一样)。
4、平稳将上瓦枕吊装到位,打入定位销,放入上瓦枕顶部防转销,均匀拧紧中分面螺栓,并用塞尺检查瓦枕中分面间隙(同放置在中分面钢片同样厚度的塞尺不过,否则应查明原因,重新测量)。
5、拔出定位销,拆除中分面螺栓,平稳吊除上瓦枕。
6、测量轴瓦顶部铅丝的厚度,测量放置在中分面熔丝的厚度(检查瓦枕是否紧固到位)。
7、中分面不锈钢片厚度减去顶部熔丝厚度值即为瓦枕紧力值,得出数值为正值时即为紧力,负值即为间隙。
8、当紧力过大是,可通过在瓦枕中分面加垫片或在瓦胎中分面减垫片(如有)进行调整;当测得紧力过小,甚至是间隙时,可通过车削瓦枕中分面加。应当注意的是,无论加减垫子都应考虑轴瓦的顶部间隙是否符合。否则应考虑采取其它方法。
9、调整后,紧力要进行复测,以便检测是否调整到位(瓦枕中分面加垫片后,复测时,要将垫片安装到位)。
10、 裁剪垫片是应确保充满Z大限度的接触面积,特别是瓦胎中分面的垫子应避免与转子接触,并保留其原有的进出口通道。
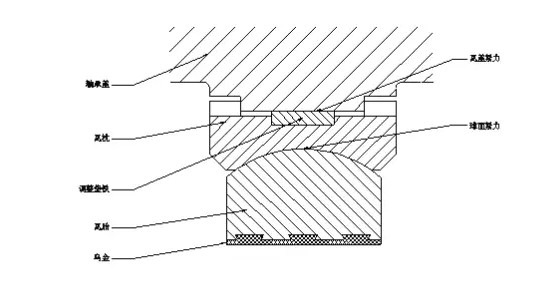
轴瓦紧力测量
一、 瓦盖紧力
前提条件:轴瓦顶隙与瓦枕紧力已调整好,并装复(注意:瓦枕中分面与轴承盖中分面在同一水平线上,中心已调整结束,下瓦枕3块垫铁吃力均匀,并接触良好。)
1、复紧上瓦枕顶部垫铁的固定螺栓,并用塞尺检查垫铁与瓦枕之间间隙(要求0.03mm塞尺不过),并检查垫铁定位销是否高起。
2、用油光锉修整垫铁,保证其光滑,无高点和毛刺。
3、用纱布打磨瓦盖中分面及与瓦枕垫铁接触面,保证其无异物,无高点与毛刺。
4、熔丝的选取的方法与瓦枕紧力测量相同。(摆放的位置尽量靠近垫铁的边缘)注意:上瓦枕的防转销要装上。
5、在轴承盖中分面放置4块厚度为熔丝直径2/3的不锈钢片(放置位置:尽量靠近螺栓孔,钢片之间的宽度与基本瓦瓦枕等宽),在钢片与螺栓孔之间,放置一段熔丝(与顶部熔丝同样规格)。
6、装复上轴承盖,打入定位销,均匀紧固中分面螺栓(注意:装复上盖时,要检查瓦枕防转销是否顶住上轴承盖)。
7、吊除上轴承盖,测量瓦枕顶部熔丝厚度(并检查所测得的熔丝厚度是否有偏差,如有,则进行调整)。
8、计算方法同瓦枕紧力计算方法一样。
9、轴承盖紧力的大小可通过调整上瓦枕顶部垫铁的厚度来完成。
二、 推力间隙测量
前提条件:推力盘已清理干净,保证其表面无毛刺,无高点。推力瓦块上的黑痕用刮刀已刮除,毛刺及高点已修除,推力瓦球面与瓦枕球面已对研好。
1、装复推力瓦。按要求组装推力瓦,中分面销子经铰孔且重配,对应的位置各不相同,因此不可搞错且要保持有足够的紧力。
2、测量推力间隙通常用单根转子进行。如果整个轴系联好以后再测量的话,将会增加工作量、增加难度、测量数据不准、还有可能损坏设备。因为,整个轴系的质量很大(如:60万机组的轴系超过250T),靠一两个千斤顶难以顶动,如果硬顶的话可能将汽缸上的某个作为靠山的部位损坏或者顶坏推力瓦;由于质量较大,在顶动的过程中造成推力瓦座钢体的弹性变形克服不了自重产生的摩擦力,形成虚假的位移值从而使测量的数据不准,失去判定的依据。
3、测量时,用三只百分表分别架在瓦枕、瓦壳、转子(通常选择在用于测量转子轴位移的圆盘的轴向端面)的轴向位置,百分表应架设在同一侧且尽量靠近各自的水平中分面处。
4、在转子两侧各架一个30T液压千斤顶,向工作面顶动,当瓦壳上的百分表开始转动并有0.02~0.03mm的变化量时停止顶动,放松千斤顶,观察三只表上数值的变化。此时转子上的百分表应回退一个较多的数值,其它两个表回退的相应小一点。这就是弹性变现造成的。
5、记录各表此时的数值。保持现在的读数,不需将百分表指针调零。
6、调整千斤顶位置,顶向非工作面。同样方法顶足、放松、看表、记数。
7、将两次的数值按照对应的关系进行比较。架在转子上的百分表数值之差为总的轴窜;架在瓦枕上的百分表数值之差为瓦枕的位移量;将以上俩数值取差值即为推力瓦轴向间隙值。
8、架在瓦壳上表的数值不用理会,它只是负责判断转子顶的是否到位的依据。
9、重复以上步骤,将两次计算的结果比较。如其偏差值不超过0.02mm,可以认为此数据客观、真实,否则应查明原因并重新测量。

