



新闻媒体
东莞市求精轴承有限公司(总部)
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
电 话:0769-22786416
0769- 23668162
传真:0769-22786419
手机:13669867858
邮箱:xgzhch@163.com
公司地址:广东省东莞市万江区牌楼基工业区 岳潭坊东一横巷5号
宁波市多辉轴承有限公司(分公司)
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
电 话:0574-86556187
电话:13713067019
传真:0769-22786419
网址:www.qjbearings.com
地址:浙江省宁波市镇海区贵驷街道贵安路24号
 新闻媒体>>轴承知识
新闻媒体>>轴承知识
D型压缩机振动超标故障的排查与维修
2020-01-16帕哈提·赛买提
摘 要:D型天然气压缩机在运转过程中出现振动超高报警停机,通过运用振动监测仪器和激光对中仪,提取振动信号并实施调整维护,故障得到有效解决。关键词:压缩机;振动;联轴器
1 引言
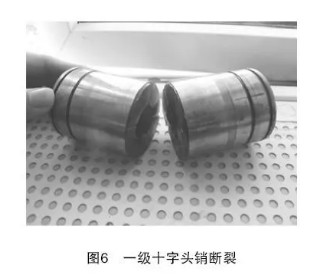
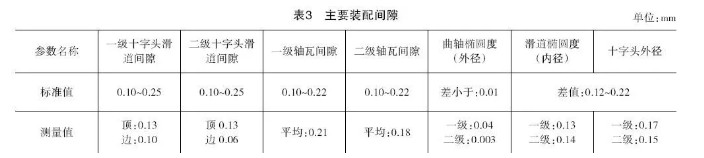
D型天然气压缩机在X天然气处理站处理凝析油稳定产生塔顶富气,对富气进行增压实现回收,容积流量为5m3/min,进气压力0.6MPa,排气压力6.5MPa,机组为对置平衡式、两列、双作用(盖侧压缩)电驱活塞压缩机,日处理气量5×104m3。机组的稳定运行直接影响富气回收率。2#机组运转过程中出现振动超高报警停机,现场提取振动信号显示电机与中体振动幅值超标,调整机组与电机对中,再次运行仍发生报警停机,对机体中体拆解检查,发现十字头销有断裂,更换十字头销,并对各摩擦副间隙进行测量调整,再次运行各点位振动幅值得到降低,机组恢复正常运行。
2 故障表象
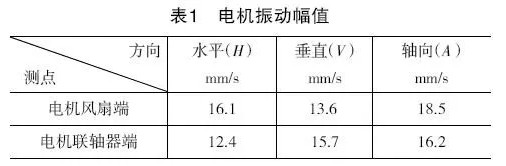
D型往复压缩机分别在电机与压缩端设有2个固定式振动传感器,2018年6~7月,2#机组频繁出现报警停机(振动超高停机设定值:15mm/s),主要报警源为电机振动传感器。对机组电机进行排查,采用便携式振动监测仪对机组进行振动监测,压缩端一、二级气阀、中体、曲轴箱、气阀各点位3个方向振动幅值均在9~12mm/s,而电机存在轴向振动大(18mm/s,超过停机设定值)。
3 电机故障排查
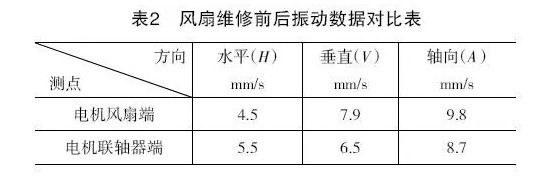
按照振动监测仪器振动幅值结果,其电机风扇一侧振动幅值相对联轴器端振动幅值较高,分析有可能存在动平衡性偏差,见表1。拆解电机风扇端检查,发现电机风扇存在偏心,轴套有磨损,风扇出现松框,如图1所示。



以振动监测结果为依据,分析有可能机组部件运动副摩擦出现异常。机组活塞与气缸、十字头与导轨、曲柄销与连杆大头瓦、两连杆大头与曲柄销等配合间隙超过标准范围,会产生零件松框,轴套、轴瓦零件表面物质由于润滑不良或装配不当等原因不断损失,零件尺寸或摩擦表面形状发生改变,都会产生运动零件径向跳动、轴向窜动,高速运动加大对机体冲击力就会导致振动。
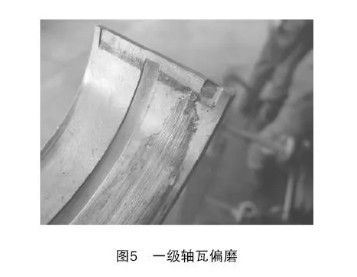
在2#机组拆检曲轴箱,发现一级缸轴瓦表面发生较严重偏磨,表面划痕较大,Z大1mm,主要表现为轴瓦与轴径配合间隙不均匀,局部配合间隙过小造成。如图5所示。
5 结论
(1)机组各零部件装配按照规定的装配顺序、间隙进行组装,使得装配各零件、套件得到相互位置关系,以便各运动摩擦副达到相对运动精度,从而得到有效润滑,是保证机组长期运动运行的重要环节,保证提高机组以及零部件使用寿命。
(2)机组运行过程中出现隐形故障,往往通过温度、振动、响声等表象显现出来,运用激光对中仪、振动监测仪等状态监测仪器,提取温度、振动等信号特征,有助于故障的排查与处理。本文只对通过提取振动时域图形判别振动幅值高低,需要强化对通振动频谱分析技术,更加明确故障点,便于频谱特征提取与故障诊断。
参考文献:
[1]李树勋,康云星.往复式压缩机管道振动分析与优化[J].流体机械,2019,(2):25.
[2]朱承军.往复压缩机故障诊断技术现状与发展趋势[J].中国设备工程,2018,18.
来源:《压缩机技术》杂志

